При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.
Можно ли варить алюминий инвертором

Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
При сварке алюминия необходимо соблюдать следующие требования:
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом сложностей, вызванных его физико-химическими свойствами.

Этот метод сваривания подойдет для алюминиевых конструкций, к которым не выдвигаются повышенные требования по прочности, однородности и надежности соединительного шва. Он получил наибольшее распространение для работ, выполняемых своими руками в бытовых условиях, так как сварить алюминий инвертором несложно. Работы необходимо проводить на постоянном токе, который подключен в обратной полярности.
Как технически чистый алюминий, так и его сплавы (силумин, дюралюминий, авиаль и прочие) обладают уникальными характеристиками: малый удельный вес, отличная тепло- и электропроводность, высокая механическая стойкость. К сожалению, плохая свариваемость тоже его неотъемлемое свойство. Тому есть несколько причин:
Это позволяет использовать для сварки небольшие токи и снижает вероятность появления трещин из-за резкого охлаждения конструкции.
Сваривание специально покрытыми электродами

Это одна из самых распространённых технологий соединения сваркой для алюминия и его сплавов. Соединения обладают высокой прочностью и однородностью. В роли защитного газа обычно используется высокоочищенные гелий или аргон. Непосредственно для сварки применяют прутки или вольфрамовые электроды. Режимы сваривания и требуемые расходные материалы выбираются по справочным таблицам.
Сварка в домашних условиях вполне — разрешимое задание. Для достижения результата существует несколько методов:
Работы по свариванию алюминия зачастую сопровождаются множеством трудностей, связанными с его химико-физическими характеристиками. В промышленности такие задачи всегда решались проще, чем в быту. Однако благодаря постоянному улучшению технологий и оборудования сварка алюминия в домашних условиях тоже перестала быть трудноразрешимой задачей.
В момент сваривания первым двигают присадочный пруток, а уже за ним горелку. Дугу необходимо удержать длиной около 2 мм. Крайне не рекомендуется совершать поперечные колебательные движения. При сварке тонких деталей используют стальные или медные пластинки в роли радиаторов. Важно начинать подачу газа за несколько секунд до начала сваривания, а прекращать — через несколько секунд после окончания.

Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Недостатками электродуговой сварки электродами являются: большая пористость шва, невысокая прочность, обильное разбрызгивание, затрудненное отделение шлаков, которые вызывают в последствии интенсивную коррозию.
Материалы и инструмент

Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
В последнее время в домашних мастерских популярность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счет импульса высокого напряжения. Он буквально разбивает ее, а за счет обратного действия вдавливает капли расплавленного алюминия в ванну с расплавом.
Сварочные работы необходимы не только на производстве, но и в небольших мастерских. Все чаще возникает потребность в соединении деталей из алюминия и его сплавов. Например, моторные лодки, головки блоков цилиндров для двигателей внутреннего сгорания.
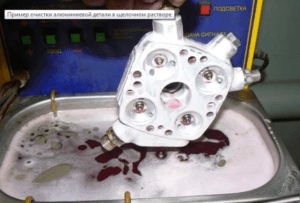
После того, как алюминиевые детали будут очищены и обезжирены, можно начинать удалять оксидную пленку. Если пренебречь этим, то изделие, которое вы сварите, будет ненадежным и шов может разойтись. Избавиться от оксидной пленки в домашних условиях можно посредством металлической щетки, напильника или шлифовальной машинки. Когда элементы из алюминия подвергнутся механической обработке, их надо обработать растворителем.
В процессе работы нужно уделять внимание еще одному моменту. Участок, где предполагается выполняться шов, надо прогреть газовой горелкой.
Особенности выполнения сварки изделий алюминиевыми электродами

Чтобы создать качественный шов, надо иметь опыт в сварочных работах, поскольку вести наплавку надо очень быстро и здесь стоит быть особенно внимательным, т.к. одно неверное движение – и результат будет не тот.
Сварка в среде защитных газов (аргона или его смеси с гелием) применяется для создания шва на алюминиевых изделиях небольшой толщины. Здесь используются вольфрамовые электроды. Работа выполняться может как в автоматическом, так и в ручном режиме. Сварочная дуга, которая образуется при помощи вольфрамового электрода — очень стабильная, за счет чего получаются качественные и прочные соединения.
Варить алюминий электродами – довольно не просто, но в то же время такой способ является самым доступным, который отличается низкой себестоимостью.

Далее осуществляется горение электрической дуги в области, занимающей пространство между электродом и поверхностью из алюминия. Важно помнить о непрерывности поступления газа в течение 5-секундного периода после момента разрыва дуги. В таком случае электрод не будет подвержен процессам окисления и, следовательно, будут отсутствовать явления дефекта в области созданного шва.
Для осуществления сварочной деятельности задействуются неплавящиеся электроды для сварки алюминия инвертором, зачастую с наличием вольфрамовой составляющей. Подобного рода электроды для алюминия на инвертор имеют характерную особенность: в течение процесса сварки на данных элементах осуществляется накапливание вольфрамовых окисей, в результате чего значительно снижается качество сформированного шва.
Для устранения подобного явления предполагается использование шлифовального диска мелкозернистого типа, который не может применяться для зачистки иного рода материалов. Перед моментом непосредственного внедрения электродов по алюминию для инверторной сварки настоятельно рекомендуется подвергнуть их тепловому воздействию в специально разработанной для таких целей печи.
Процесс алюминиевой сварки инвертором

Для предупреждения формирования пор в области сварного шва обязательным принято считать следование правилу превалирования силы тока сварки алюминия относительно силы тока сварки стали.
Для того, чтобы создать благоприятные условия для сварочного процесса, важно понимать потенциальные сложности, которые могут возникнуть на протяжении осуществления работ. Среди имеющихся нюансов принято выделять:
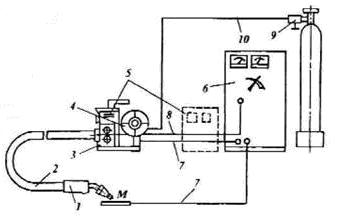
Проведение сварочного процесса необходимо осуществлять с учетом предварительного создания среды с присутствием защитных газов, а именно аргона с возможным добавлением гелиевой составляющей. Ввиду подобной особенности предполагается применение приставки к инвертору для сварки алюминия на базе аргонодуговой конструкции.
Необходимый газ выделяется из сопла, в результате чего обволакивает электрод, который в свою очередь располагается в горелке. Электрод формирует специальную ванну с наличием жидкого металла в ней, куда после факта ее окончательного наполнения поступает проволока присадочного характера.

Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
Оборудование и электроды

Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.

Это зачастую означает, что у сварщика нет под рукой профессионального оборудования, дорогих составляющих, а иногда должного опыта.
Советуем использовать постоянный ток и установить обратную полярность. Это уравняет отрицательные свойства окисной пленки из-за катодного распыления. А постоянный ток с прямой полярностью, не дадут сварить алюминий.
После прочтения данной статьи вам покажется, что сваривание алюминия дома — не легкое дело.
Подготовка алюминия

Полуавтоматическая и автоматическая сварки, являются самыми распространенными техниками спаивания серебристого металла. При металлообработке нужно учитывать много тонкостей.
Важно учитывать, что рассматриваемый материал содержит много водорода. По охлаждению элемента он рвется наружу, отчего образует расщелины и отверстия в соединении.
Во время работы с нержавейкой, подающийся ток не должен превышать значение тока при электросваривании легкого металла в 1.5 раза.
Дуговая сварка алюминия самый распространенный метод электросварки алюминия в домашних условиях.

Сварочный инвертор Патон необходимая сила тока достигается за счет превращения токов с высокой частотой. Предварительное превращение токов дает возможность применять компактный трансформатор. То есть, например, необходимо добиться сварочного тока в 160 А, для этого можно использовать инвертор весом в 250 г, в то время, как обычный сварочный аппарат, для такого же предела будет весить более 18 кг.
Существует несколько типов сварочных аппаратов. Это трансформаторы, выпрямители, инверторы и так далее. В данной статье мы рассмотрим самые популярные типы сварочных аппаратов (сварочников), их разновидности, целевую направленность. Также обсудим особенности и возможности каждого из них в индивидуальном порядке.
Электродная сварка (сварочные инверторы)

Электродная сварка является типом, использующим для нагревания и расплавления металлов электрическую дугу. Данный вид сварки эффективен в любом случае, так как температура электрической дуги может превзойти температуру плавления любого, из ныне известных, металлов. Электродная сварка осуществляется посредством сварочного инвертора .
Сварочный инвертор отличается обширным диапазоном регулирования сварочного тока. Благодаря этой возможности, при помощи инвертора можно осуществлять сварочные работы неплавящимся электродом.
Сварочный полуавтомат это самостоятельный вид деятельности. Сварочные работы такого типа дело деликатное и может быть выполнено при помощи разнообразных устройства. Конечно, как правило, используется аппарат для дуговой сварки. Однако, в различных случаях может быть применим определенный вид аппарат.

При расположении и выборе места, следует обязательно учитывать основные направления ветров и количество осадков характерных для региона.
Некоторые специалисты советуют сварить конструкцию с помощью косых распорок из профиля меньшего размера. Для спокойствия можно установить дополнительные ребра жесткости, но это потребует покупки дополнительного недешевого материала.
Достоинства профильных труб
Большая популярность метода объясняется такими причинами: простое использование, качество шовного соединения, возможность сварки в труднодоступных местах, легко найти оборудование и сопутствующие материалы в торговой сети. Для успешной работы понадобится:
От уровня основного чистого пола высота стоек навеса должна быть для легкового авто 2100 мм. Стоевые надо установить строго в вертикальном положении и раскрепить их с помощью укосин. Затем залить отверстия в земле бетоном. Теперь можно сделать перерыв на сутки для полного застывания бетона.
Самая распространенная – односкатная крыша, сварка которой не представляет трудностей. Угол наклона фермы не должен быть менее 8%. При несоблюдении этого значения на крыше навеса в зимнее время будет собираться снег, и такой козырек долго не прослужит.

Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
Электроды по алюминию

Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.
Рассмотрим более детальное назначение каждого электрода.
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.